
鱼鳞焊焊接效果的优化
2021-12-24
随着焊接机器人的应用越来越普遍,对焊接的工艺要求也越来越高,人们对焊缝外观特别重视,一些工件焊接处的外观需具有鱼鳞片的效果,这就要求焊机具有脉冲的功能。纳博特机器人控制系统的焊接工艺上也在实用场景下不断创新,下面介绍纳博特焊接工艺里的鱼鳞焊工艺使用。
鱼鳞焊类型
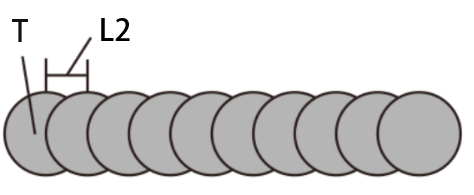
鱼鳞点焊的设置
在程序中—插入—焊接控制类—鱼鳞焊工艺,当选择类型为鱼鳞点焊,需要设置点焊时间 T,空走距离 L2。
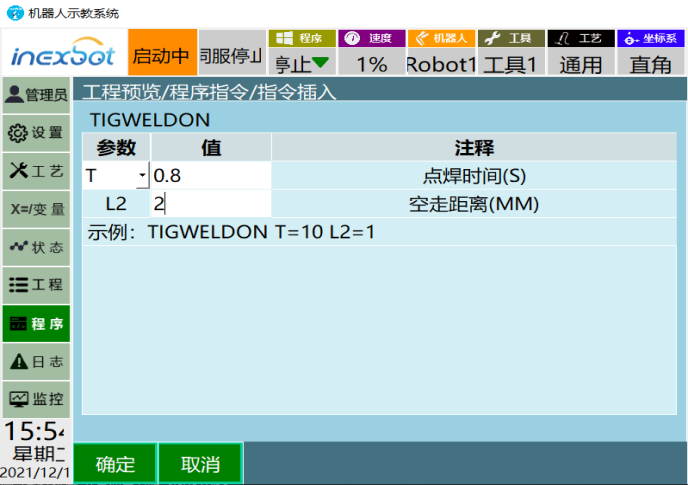
当采用鱼鳞动焊进行焊接时,焊接时机器人是不动的,停在设置的点上进行焊接,其中点焊的时间 T 是在设置的每个点上的焊接时间,空走距离 L2 是每个点与点之间的距离。
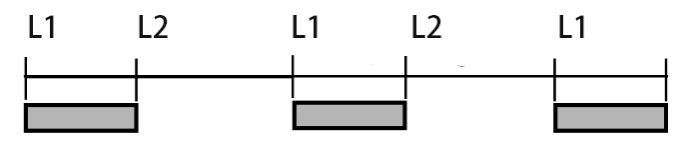
鱼鳞段焊的设置:
在程序中—插入—焊接控制类—鱼鳞焊工艺,当选择类型为鱼鳞段焊,需要设置焊接距离 L1,空走距离 L2。

当采用鱼鳞段焊进行焊接时,焊接机器人是运动的,在运动的过程中进行焊接,其中焊接段是焊接的距离 L1,空走距离 L2 是每个点与点之间的距离。
程序编写
程序示例

焊接时序

以程序示例,首先是起弧段,然后焊接时间 1S,到灭弧段,最后空走 2mm,循环前边的 4 个步骤,直至运行到焊接的终点.
鱼鳞焊工艺优化方法
焊接外部环境设置
① 送丝要通畅。② 焊接工作台可靠接地。③ 保护气体流量的控制:焊薄板一般控制在 12-15 L/min ;焊厚板一般控制在 15-20 L/min。
焊接参数的设置
焊接电流电压设置
焊接电压即电弧电压,提供焊接能量和焊接质量;焊接电流是指焊接时,流经焊接回路的电流,是送丝速度和熔化速度平衡的结果。焊接电压影响焊接的熔池的宽度,焊接电流影响焊接熔池的深度,在调节上一般可以遵从:焊接电压越大,熔池宽度越宽;焊接电流越大,熔池深度越深的规律,反之亦然。一般焊机都会自带一个专家库,在使用一元化焊接的时候实际上就启用了专家库在此基础上进行微调往往能得到较好的效果。
焊丝干伸长
焊丝干伸长是导电嘴头到焊丝末端之间的距离,在焊接过程中,保持焊丝干伸长长度不变是保证焊接稳定的重要因素之一,一般情况下,干伸长长度为焊丝直径的 10 到 15 倍。
焊接速度
焊接速度是指电弧沿焊接接头运动的线速度。其他条件不变时,中等焊接速度是熔深最大。
实例讲解
案例 1
| 序号 | 材料 | 板厚(mm) | 焊丝直径(mm) | 焊接电流(A) | 焊接电压(V) |
|---|---|---|---|---|---|
| 1 | 碳钢 | 3.2 | 1.2 | 130 | 20 |
| 2 | 碳钢 | 3.2 | 1.2 | 130 | 22 |
| 3 | 碳钢 | 3.2 | 1.2 | 130 | 20 |
1、焊缝 1 的焊接电流电压为 130A,20V,整体效果一般,但是立体感不强。

2、焊缝 2 的焊接电流电压为 130A,22V,焊缝更平,边角处有咬边的迹象,这是由于电压太大造成的。

3、焊缝 3 的焊接电流电压为 130A,20V,相较于图 1,焊丝干伸长速度增加了一倍,焊点空走距离 L2 缩短了 0.5mm,焊缝更均匀,整体效果更好。

案例 2
| 序号 | 材料 | 板厚(mm) | 焊丝直径(mm) | 焊接电流(A) | 焊接电压(V) |
|---|---|---|---|---|---|
| 1 | 碳钢 | 2.3 | 1.0 | 120 | 18 |
| 2 | 碳钢 | 2.3 | 1.0 | 110 | 18 |
1、下图焊缝焊接电流电压为 120A,18V,点焊时间 0.41S,空走距离 2mm,焊缝成型凸起较多,点焊时间太长,后期还需打磨平整。

2、下图焊缝焊接电流电压为 110A,18V,点焊时间 0.3S,空走距离 1.2mm,调整电流和电焊时间后,焊缝成型较为紧凑,表面不凸起,符合总体要求。

总结
在使用鱼鳞焊时,要注意调整点焊停留时间 T 和空走距离 L2, 在同样的焊接参数下,点焊停留时间越长,鱼鳞片越饱满,空走距离越长,间距越开,鳞片与鱼鳞片间的搭接越小。可以通过点焊停留时间和空走距离加上焊接速度完成整个鱼鳞片的脉冲焊接,达到鱼鳞片的外观。