
基于 IOA 平台的码垛仿真技术应用(一)
2021-12-23
纳博特与 IOA 仿真平台通讯
纳博特与 IOA 仿真通讯采用 TCP/IP 通讯方式,针对仿真模块,独立出 7000 端口通过 socket 通讯协议实现机器人的控制及数据收发;同时可以通过纳博特手持器进行机器人的控制、数据收发,实现在线仿真、在线控制。


码垛工艺的创建过程
系统的每个模块对应不同的工艺,针对市场的不同需求,码垛工艺模块单独规划出简易码垛与完整码垛,实现更加简单、更加便捷的需求;下面以完整码垛为例,搭建一套码垛仿真系统。


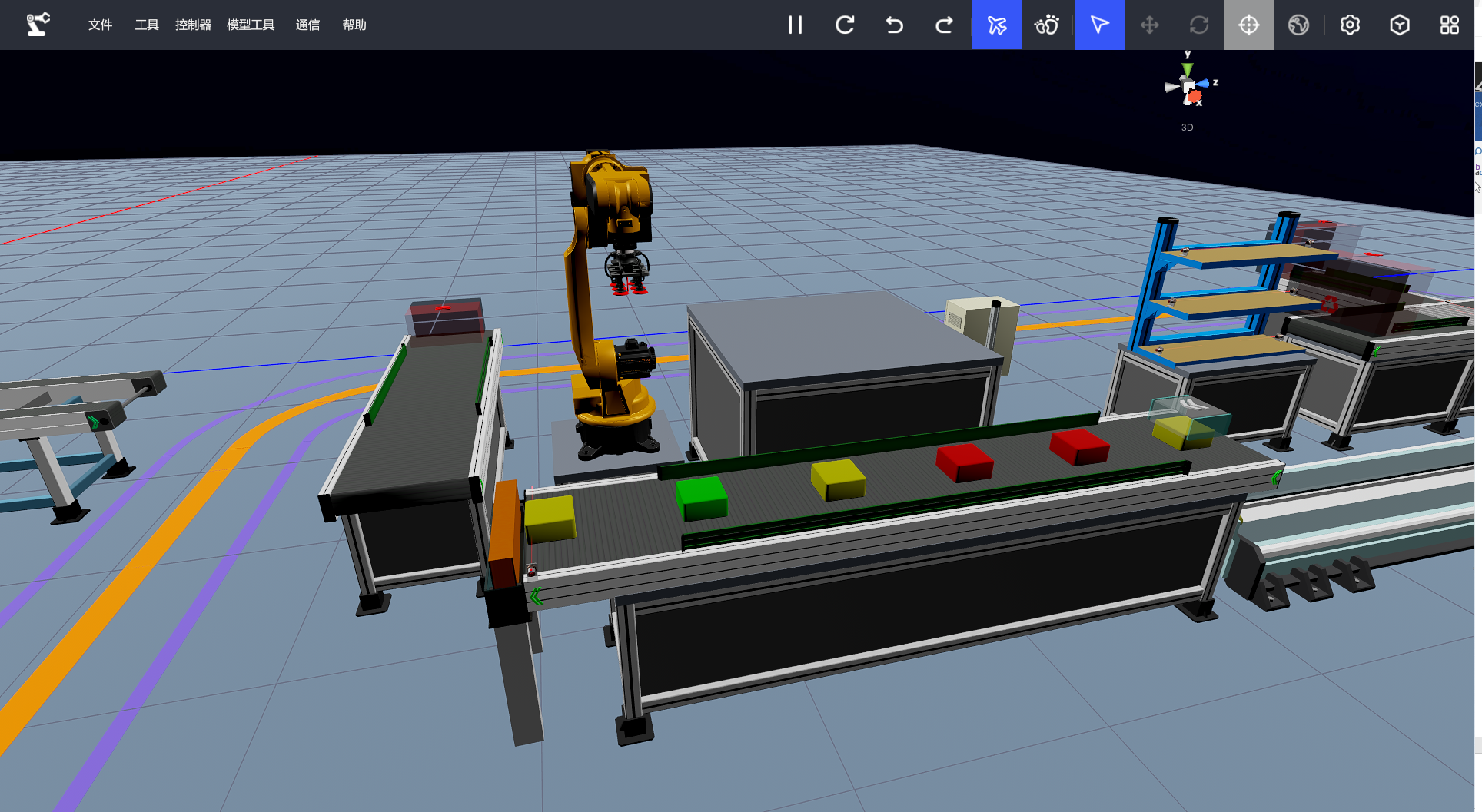
根据真实的生产环境通过虚拟工厂搭建传输线、物料生成、机器人、传感器以及阻挡器等机电元件,完成基本的机器人码垛工作站的环境布局。
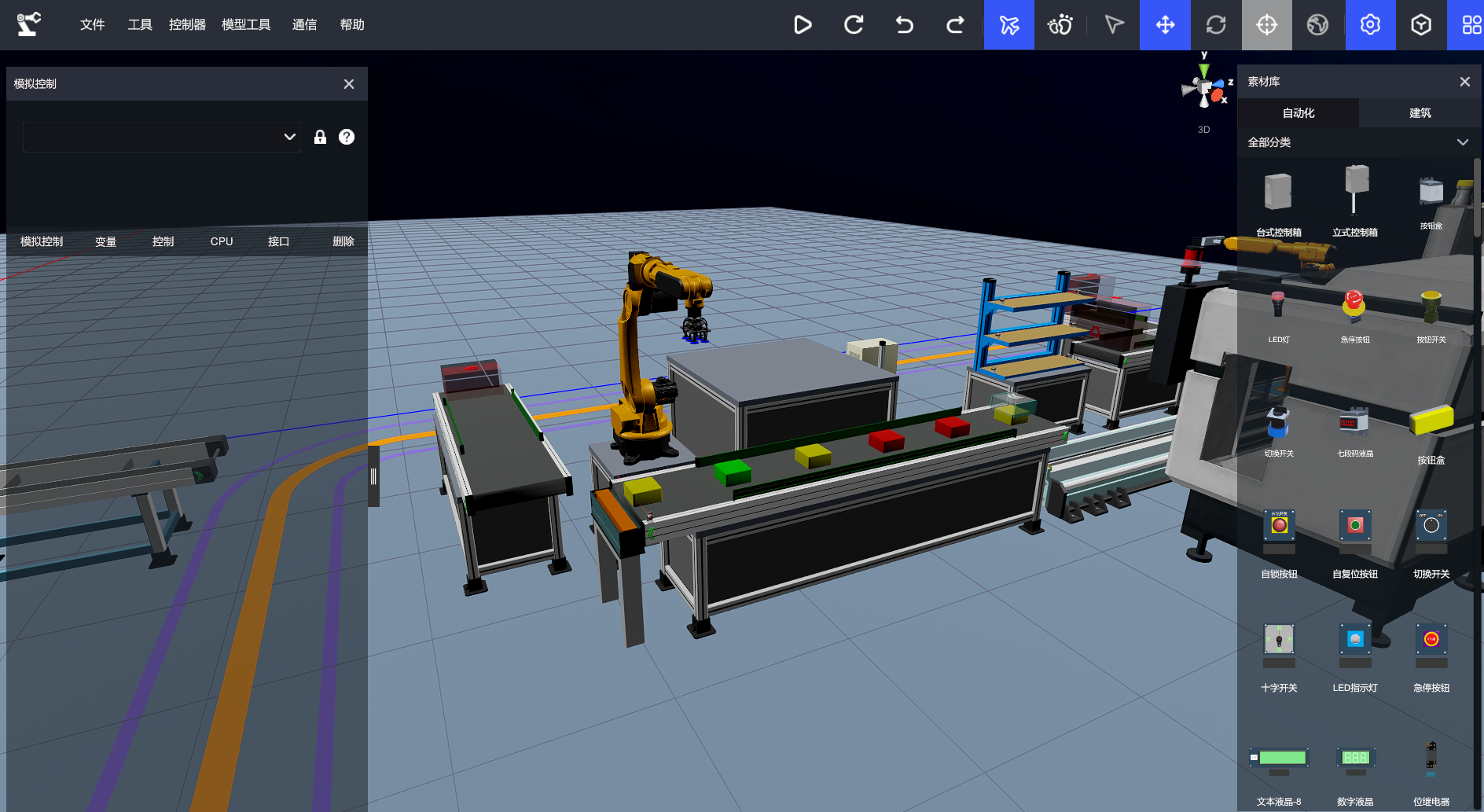
模型详情、地址分配表如下:
| 序号 | 场景模型 | 控制器地址分配 | 备注 |
|---|---|---|---|
| 1 | ER20-1600_1--R6 伺服 | NRC_R6_V1 R6 | 机器人控制 |
| 2 | 矩阵吸盘-爪具使能 | NRC_R6_V1 GB950 | 吸盘使能 |
| 3 | 几何模块生成-造物生成 | NRC_R6_V1 GB951 | 物料生成 |
| 4 | PV 大皮带_1--使能开关 | NRC_R6_V1 GB952 | 运输物料 |
| 5 | PV 大皮带_2--使能开关 | NRC_R6_V1 GB954 | 运输物料 |
| 6 | 自锁按钮—闭合 | NRC_R6_V1 GB950 | 系统启动 |
| 7 | 漫反射开关--遮挡 | NRC_R6_V1 GB951 | 感应物料 |
| 8 | 阻挡气缸-使能 | NRC_R6_V1 GB954 | 阻挡物料掉落 |
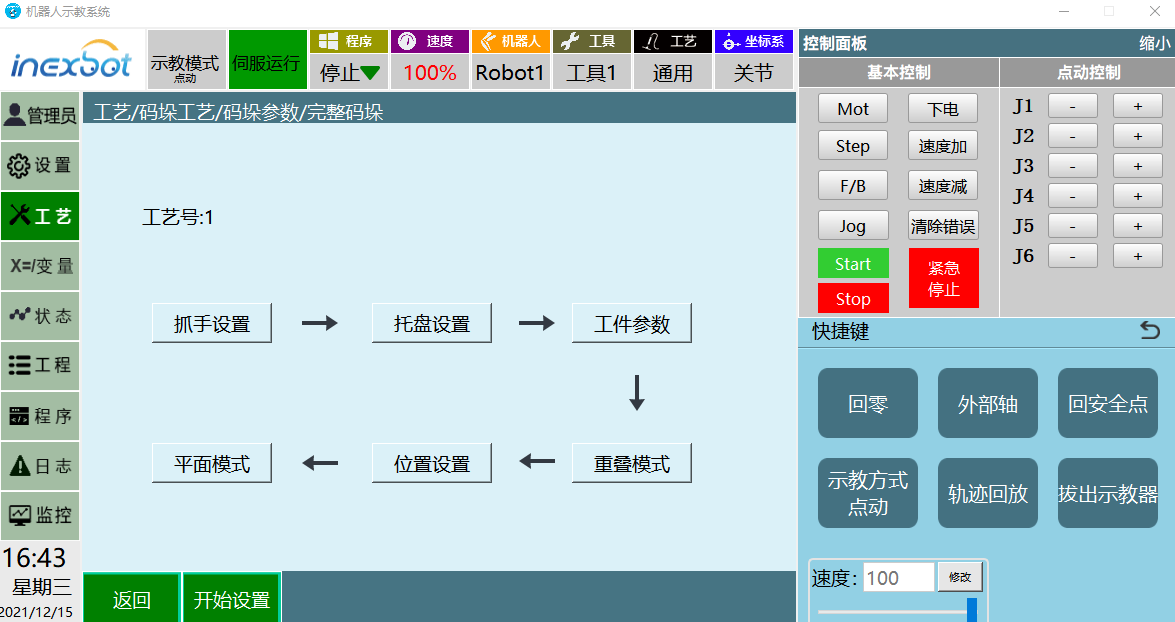
基本的环境搭建完成,下面进入码垛工艺模块设定:
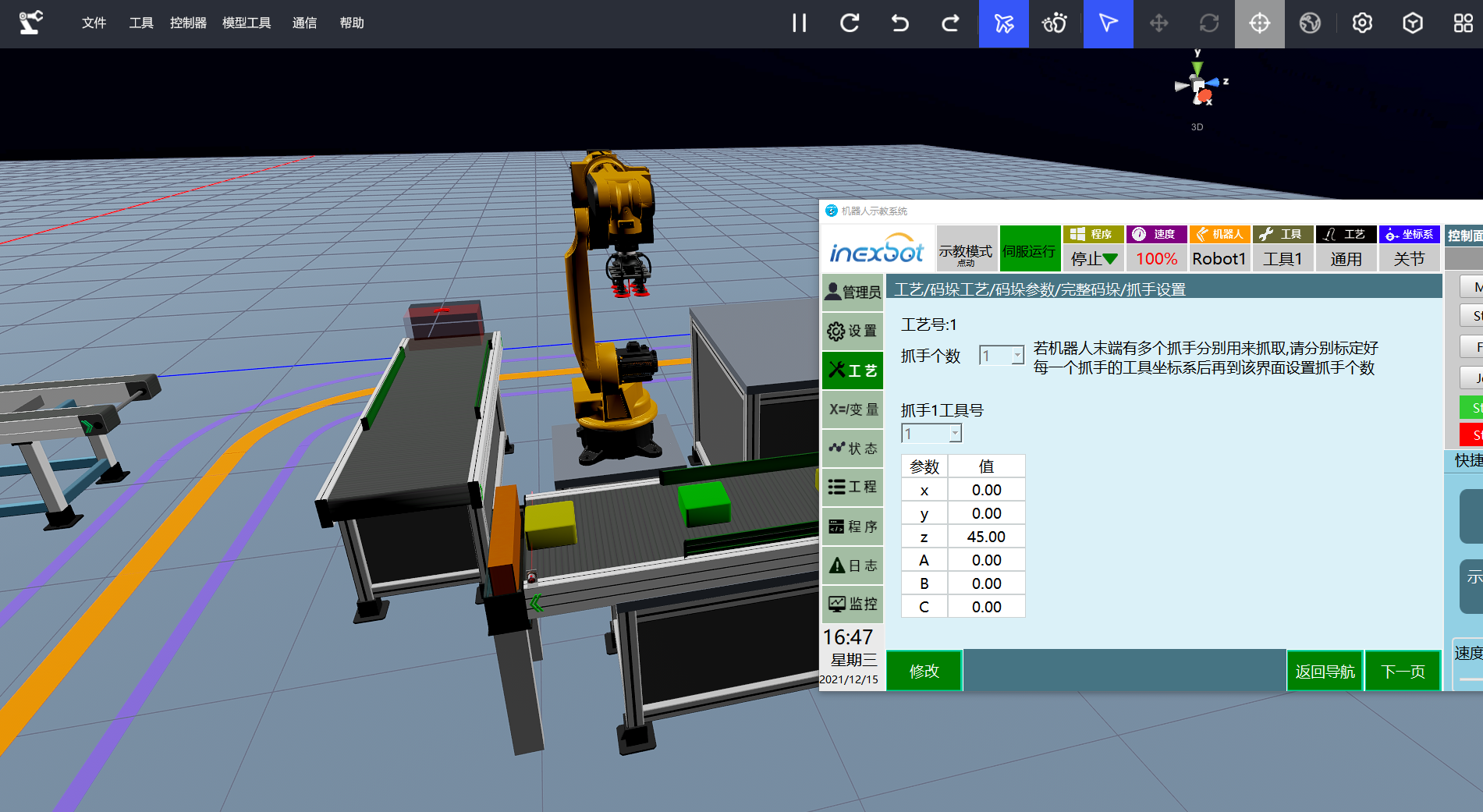
根据导航,首先设定工具手,根据不同的需求,工具抓手个数可以自主设定,满足单工具手码垛与多工具手码垛的需求。
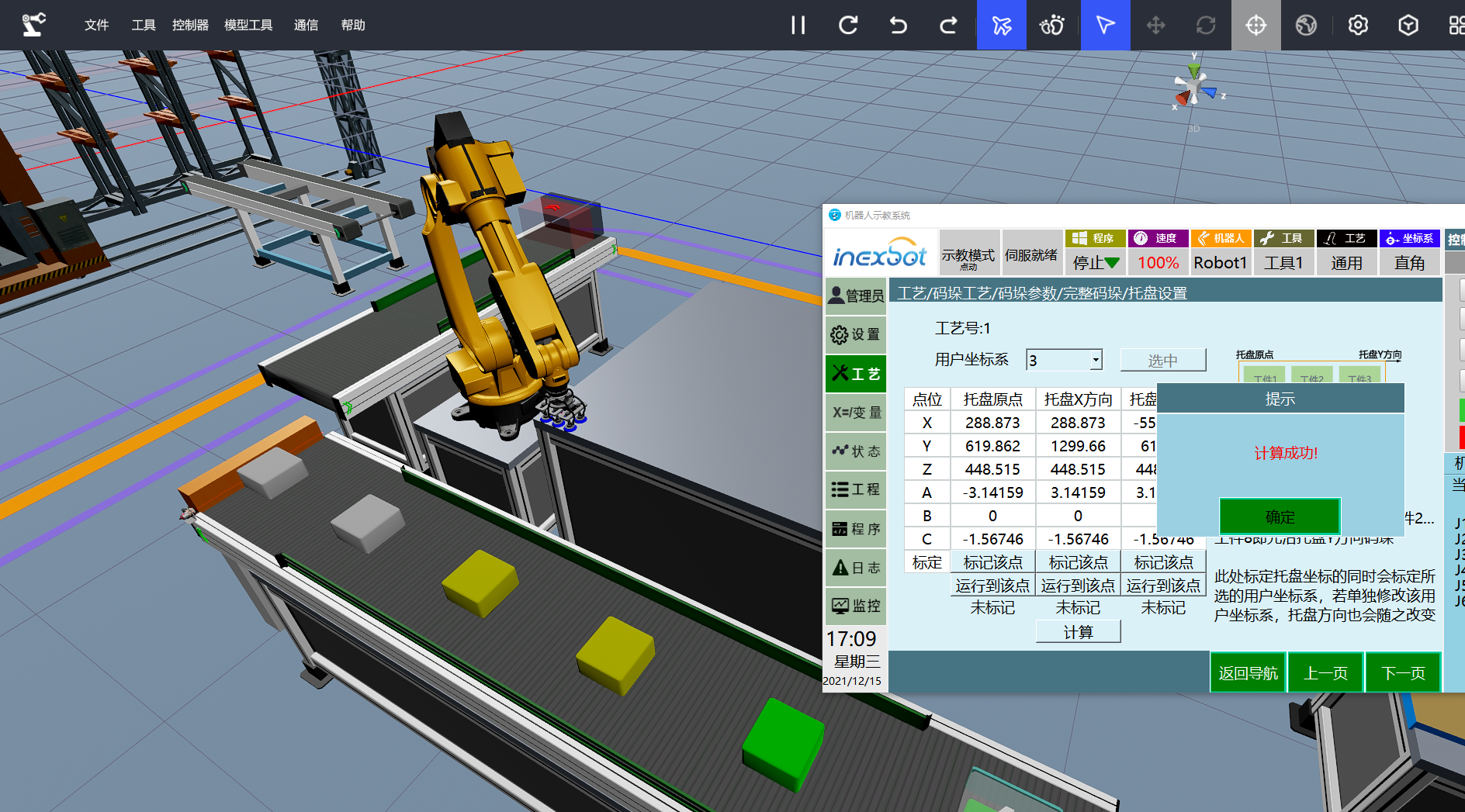
设定完工具手,接下来就要设定跺堆的工件放到哪个位置(用户坐标系),同时此界面我们放置多按钮,分为三个模块:标记该点、运动到该点、计算;此处 X 方向、Y 方向仅代表方向。
标记托盘原点 → 标记托盘 X 方向 → 运行到托盘原点 → 标记托盘 Y 方向



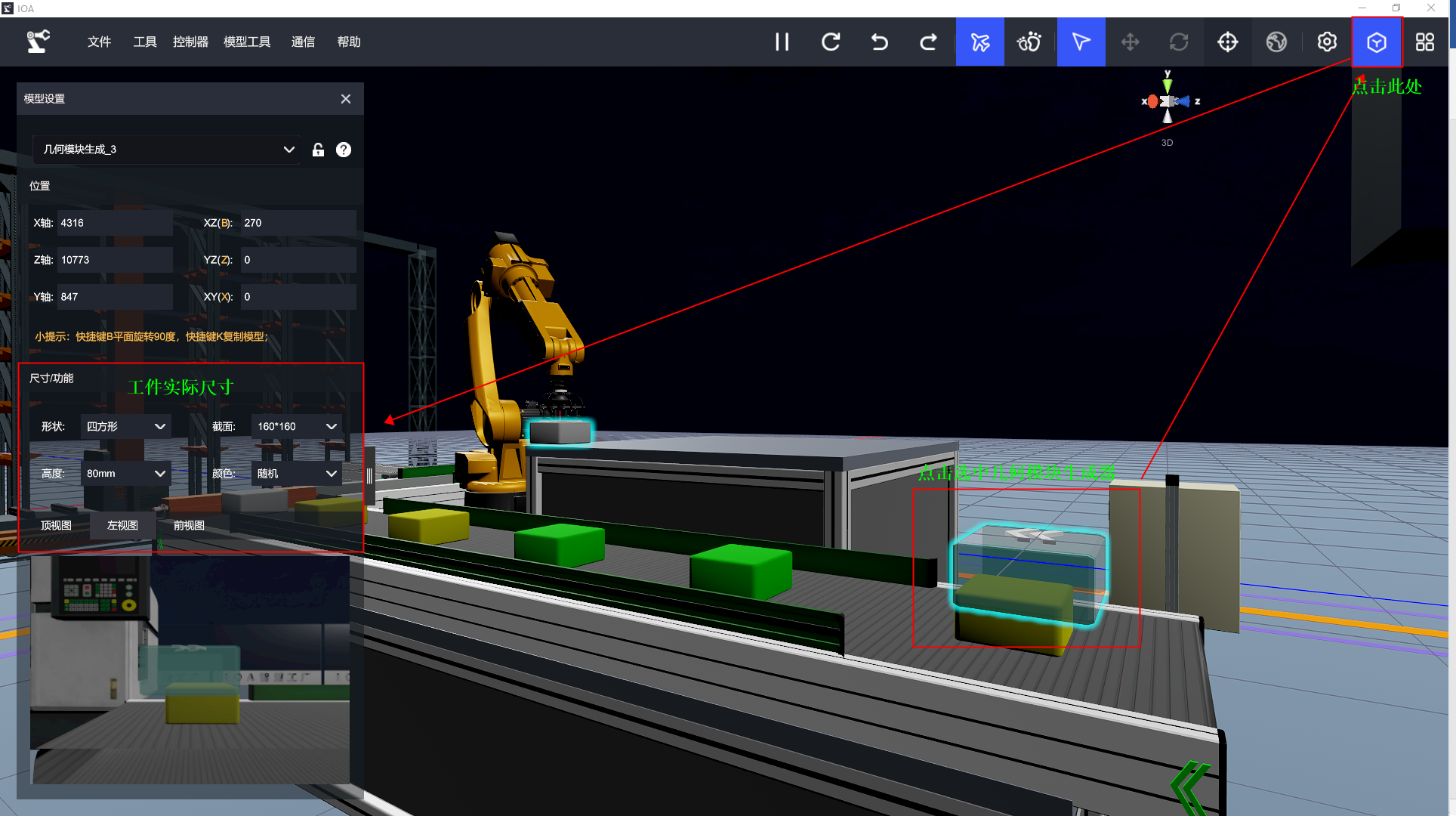
接下来设定工件的尺寸;工件尺寸根据实际工件进行设定,IOA 仿真中设定也要按照显示实际尺寸进行设定。 此处工件尺寸 160*160*80,工件间间隙为 X=0、Y=0。

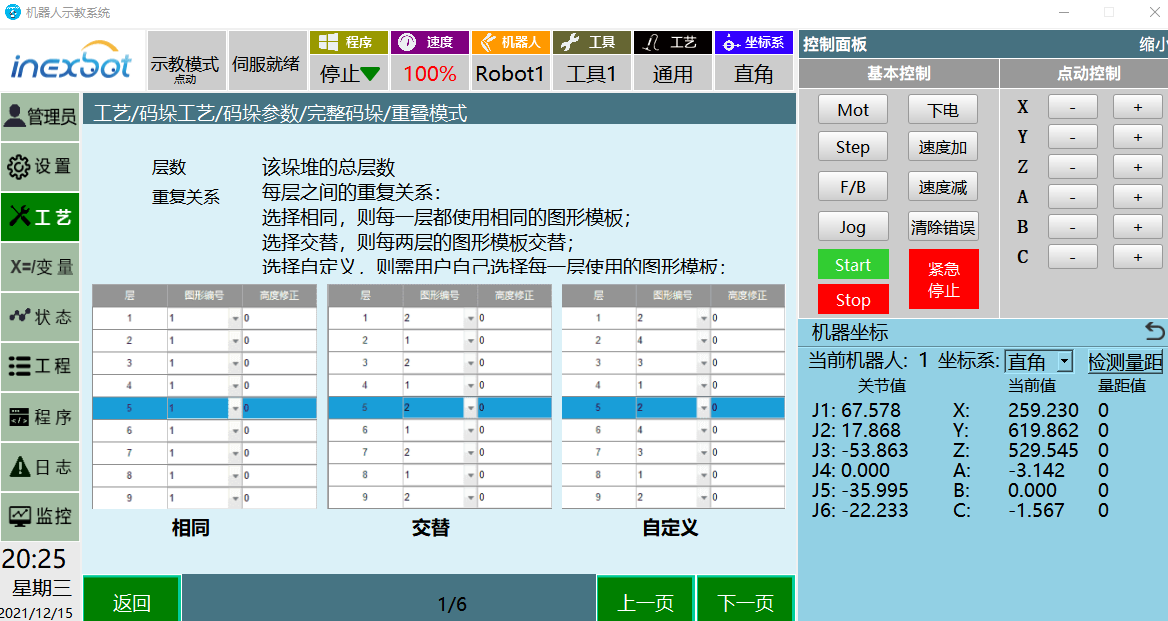
点击【下一页】,进入重叠模式;重叠模式此处涉及参数:层数、重复关系。
层数设定为三层,重复关系选择自定义。第三层图形编号改为 2。
层数:表示实际码垛码多少层,此处仅码三层;
重复关系:重复关系分为相同、交替、自定义;
图形编号:后续设定码垛跺型时与图形编号进行绑定,此处图形编号与层数绑定。

工件大小尺寸设定完成,就要开始设定我们第一个工件实际放到用户坐标系的位置,包括工件点、辅助点、入口点。工件点标定时带上工件,此处标定均为在工件 1 的基础上进行标定。



点击【下一页】,进入平面模式。我们码垛的跺型更是多种多样:行列模式、纵横交错、回字形、五花垛、自定义等满足你的各种需求,此处我们设定常用的行列模式。同样前面提到每层的重复关系,第一层第二层绑定图形编号 1,第三层绑定图形编号 2。图形编号 1 设定行列 4*4,图形编号设定行列 2*2。


本文所使用的 IOA 仿真平台配置文件与纳博特系统作业文件与配置文件点击下载
此处我们的码垛模块设定基本完成,余下的就是自动生成程序,下一章我们开始介绍码垛指令与自动生成作业文件。