With the increasing application of welding robots, the requirements for welding processes have become higher. People pay special attention to the appearance of weld seams, particularly in cases where the welded area needs to resemble fish scales. This requires the welding machine to have pulsation functionality. In the welding process of the iNexBot robot control system, continuous innovation is being made in practical scenarios, and below is an introduction to the application of fish scale welding in iNexBot's welding process.
Types of Fish Scale Welding
Fish Scale Spot Welding Setup
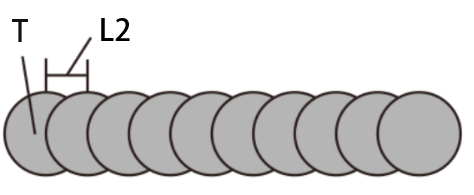
In the Program - Insert - Welding Control Class - Fish Scale Welding Process, when selecting the type as Fish Scale Spot Welding, you need to set the spot welding time T and the idle distance L2.
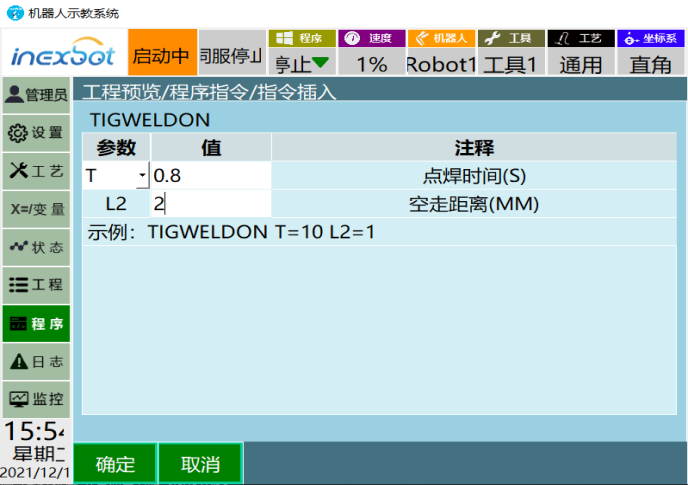
When using the fish scale spot welding method, the robot remains stationary during welding and pauses at the designated points for welding. The welding time T for spot welding is the time spent welding at each designated point, and the idle distance L2 is the distance between each point.
Fish Scale Segment Welding Setup
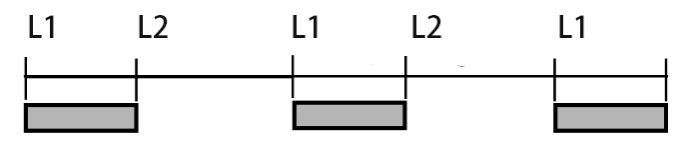
In the Program - Insert - Welding Control Class - Fish Scale Welding Process, when selecting the type as Fish Scale Segment Welding, you need to set the welding distance L1 and the idle distance L2.

When using fish scale segment welding, the welding robot is in motion while performing welding. The welding distance L1 represents the distance of each welding segment, and the idle distance L2 is the distance between each point.
Program Writing
Program Example

Welding Timing Sequence

In the program example, the arc ignition segment comes first, followed by a 1-second welding time, then the arc quenching segment, and finally a 2mm idle distance. These steps are repeated in a loop until reaching the end of the welding.
Optimization Methods for Fish Scale Welding Process
Welding External Environment Setup
① Ensure smooth wire feeding; ② The welding workbench should have reliable grounding; ③ Control the flow rate of shielding gas: For welding thin plates, it is generally controlled at 12-15 L/min; for welding thick plates, it is generally controlled at 15-20 L/min.
Welding Parameter Setup
Welding Current and Voltage
Welding voltage, also known as arc voltage, provides welding energy and influences the welding quality. Welding current refers to the current flowing through the welding circuit during welding and is the result of balancing wire feeding speed and melting speed. Welding voltage affects the width of the weld pool, while welding current affects the depth of the weld pool. In general, it can be observed that higher welding voltage results in a wider weld pool, and higher welding current results in a deeper weld pool, and vice versa. Most welding machines come with an expert database, and fine-tuning based on the database can often achieve better results, especially in unified welding procedures.
Wire Stick-Out
Wire stick-out refers to the distance between the contact tip and the end of the welding wire. Maintaining a consistent wire stick-out length is essential for ensuring stable welding. Generally, the stick-out length is about 10 to 15 times the diameter of the welding wire.
Welding Speed
Welding speed refers to the linear speed at which the arc moves along the weld joint. When other conditions remain constant, moderate welding speed results in the maximum depth of fusion.
Case Study
Case 1
| No. | Material | Plate Thickness (mm) | Wire Diameter (mm) | Welding Current (A) | Welding Voltage (V) |
|---|---|---|---|---|---|
| 1 | Carbon Steel | 3.2 | 1.2 | 130 | 20 |
| 2 | Carbon Steel | 3.2 | 1.2 | 130 | 22 |
| 3 | Carbon Steel | 3.2 | 1.2 | 130 | 20 |
- Weld seam 1 with welding current of 130A and welding voltage of 20V. The overall result is average, but lacking in three-dimensional appearance.

- Weld seam 2 with welding current of 130A and welding voltage of 22V. The weld seam is flatter, but there are signs of undercutting at the edges due to excessive voltage.

- Weld seam 3 with welding current of 130A and welding voltage of 20V. Compared to image 1, the wire stick-out length has doubled, and the idle distance L2 has been reduced by 0.5mm. The weld seam is more uniform, resulting in an improved overall appearance.

Case 2
| No. | Material | Plate Thickness (mm) | Wire Diameter (mm) | Welding Current (A) | Welding Voltage (V) |
|---|---|---|---|---|---|
| 1 | Carbon Steel | 2.3 | 1.0 | 120 | 18 |
| 2 | Carbon Steel | 2.3 | 1.0 | 110 | 18 |
- Weld seam with welding current of 120A and welding voltage of 18V. The spot welding time is 0.41s, and the idle distance is 2mm. The weld seam is significantly raised, and the welding time is too long, requiring further grinding for a smooth finish.

- Weld seam with welding current of 110A and welding voltage of 18V. The spot welding time is 0.3s, and the idle distance is 1.2mm. After adjusting the current and welding time, the weld seam appears more compact and does not protrude, meeting the overall requirements.

Summary
When using fish scale welding, it is important to adjust the spot welding dwell time (T) and idle distance (L2). Under the same welding parameters, a longer spot welding dwell time will result in fuller fish-scale patterns, while a longer idle distance will create wider gaps between the scales. The overlap between scales will be smaller. The entire fish-scale pattern can be achieved by adjusting the spot welding dwell time, idle distance, and welding speed.